Тепловая обработка сырья в производстве портландцемента

Физико-химические основы обжига портландцементного клинкера. Образованию портландцементного клинкера предшествует ряд физико-химических процессов, в результате которых клинкер приобретает сложные минералогический состав и микрокристаллическую структуру. Эти процессы протекают в определенных температурных границах — технологических зонах печи. В основном обжиговом агрегате — вращающейся печи — при мокром способе производства цемента по ходу движения материала выделяют зоны: График распределения температур по длине вращающейся печи
I – зона подогрева и дегидратации (50-60%);
II – зона декарбонизации (20-25%);
III – зона экзотермических реакций (7-10%);
IV – зона спекания (10-15%);
V – зона охлаждения (2-4%)
В зоне подогрева при температуре 200 .650 °С выгорают органические примеси и начинаются процессы дегидратации и разложения глинистого компонента. Обезвоживание и распад на оксиды водных алюмосиликатов кальция приводит к образованию ряда промежуточных соединений, заметно влияющих в дальнейшем на скорость связывания СаО.
В зоне декарбонизации при температуре 900 . 12000 С происходит диссоциация карбонатов кальция и магния с образованием свободных СаО и МgО. Одновременно продолжается распад глинистых минералов.В зоне экзотермических реакций при температуре 1200 – 13000 С завершается процесс твердофазового спекания материала. В результате образуются минералы 3CaO*Al2O3 ; 4CaO*Al2O3*Fe2O3 и 2CaO*SiO2. Однако в смеси остается некоторое количество свободной извести, необходимое для насыщения двухкальциевого силиката до трехкальциевого (алита).
В зоне спекания при температуре 1300 – 14500 С происходит частичное плавление материала, начинающееся в поверхностных слоях зерен, а затем постепенно распространяющееся к их центру. Время полного усвоения оксида кальция и образования алита в зоне спекания составляет 20 – 30 минут.
В зоне охлаждения температура клинкера понижается с 1300 до 1100 – 10000С. Часть жидкой фазы при этом кристаллизуется с выделением кристаллов клинкерных минералов, а часть затвердевает в виде стекла. Границы зон во вращающейся печи достаточны условны и нестабильны. Меняя режим работы печи, можно смещать границы и протяженность зон и тем самым регулировать процесс обжига.
Аппараты для тепловой обработки. Они работают по принципу как противотока, так и прямотока. С точки зрения расходы теплоты прямоток выгоднее, чем противоток, так как в последнем случае выше температура отходящего материала и больше потери теплоты. Тем не менее, чаще применяют противоток, что связано с большей разностью температуры теплоносителя и материала в таких аппаратах и соответственно большей скоростью теплообмена, что позволяет сократить длительность обжига. Тепловыми агрегатами в производстве клинкера являются вращающиеся печи. Они представляют собой стальной барабан, который состоит из обечаек (открытый цилиндрический или конический элемент конструкции), соединенных сваркой или клепками, и имеет внутреннюю футеровку из огнеупорного материала (рис. 6).
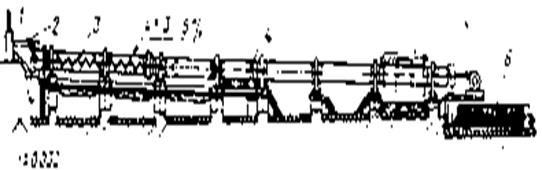
Рис. 6. Вращающаяся печь размером 5×185 м: 1 – дымосос; 2 – питатель для подачи шлама; 3 – барабан; 4 – привод; 5 – вентилятор с форсункой для вдувания топлива; 6 – колосниковый охладитель.
Профиль печей может быть как строго цилиндрическим, так и сложным с расширенными зонами. Расширение определенной зоны производят для увеличения продолжительности пребывания в ней обжигаемого материала. Печь, установленная под углом 3 - 40 к горизонту, вращается с частотой 0,5 – 1,5 мин-1. Вращающиеся печи в основном работают по принципу противотока. Сырье поступает в печь с верхнего (холодного) конца, а со стороны нижнего (горячего) конца вдувается топливно-воздушная смесь, сгорающая на протяжении 20 - 30 м длины печи. Горячие газы, перемещаясь со скоростью 2 - 13 м/с навстречу материалу, нагревают последний до требуемой температуры. Длительность пребывания материала в печи зависит от ее частоты вращения и угла наклона, составляя, например, в печи размером 5× 185 м, 2 - 4 часа. Занятое материалом сечение во вращающихся печах составляет лишь 7 - 15 % объема, что является следствием высокого термического сопротивления движущегося слоя и объясняется как малой теплопроводностью частиц обжигаемого материала, так и слабым перемешиванием их в слое.
Смотрите также:
Факторы оценки
городских земель
В оценке городских земель должны учитываться все основные факторы, влияющие на оценку с позиций различных видов функционального использования: 1. Локализационные факторы, связанны ...
Визуальный и измерительный контроль
В России, требования к организации и порядку проведения визуального и измерительного контроля (ВИЗК) оборудования энергетических объектов, устанавливает «Инструкция по визуальному ...
Жилище в стиле техно

Этот стиль, возникший в 80-е годы прошлого столетия, как некий ироничный ответ на радужные перспективы индустриализации и господства технического прогресса, провозглашенные в его начале.
Категории
- Главная
- Дизайн-проект в восточном стиле
- Развитие районной планировки
- Электротехника в строительстве
- Русская деревянная архитектура
- Новая архитектура
- Новое о архитектуре
- Популярное о строительстве
- Карта нашего сайта
- Поиск по сайту