Технологический процесс приготовления бетонной смеси

Контрольные кубы-образцы следует устанавливать в специальных нишах, оборудованных в стенах камеры или на форме (поддоне) верхней плиты.
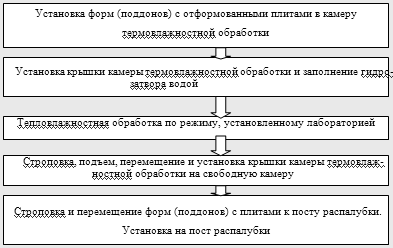
Закрывание крышки ямной камеры термовлажностной обработки и заполнение гидрозатвора водой.
Тепловлажностная обработка по режиму:
- выдержка изделия - 2 часа;
подъем температуры до 800С - 3 часа;
изотермический пргрев при 800С – 6 часов;
остывание изделий – 2 часа.
Режим термовлажностной обработки плит перекрытий может изменяться лабораторией с учетом времени года, технических показателей используемого цемента, применения химических добавок при приготовлении бетонной смеси и других обстоятельств по энергосбережению на предприятии.
Строповка, подъем, перемещение и установка крышки на камеру термовлажностной обработки (свободную от изделий или загруженную изделиями в процессе термовлажностной обработки). Допускается установка крышки на свободное место в цехе.
Строповка и перемещение форм (поддонов) с плитами к посту распалубки. Установка на пост распалубки.
Технологический процесс доводки плит перекрытий состоит из следующих технологических операций:
Установка плиты на пост доводки.
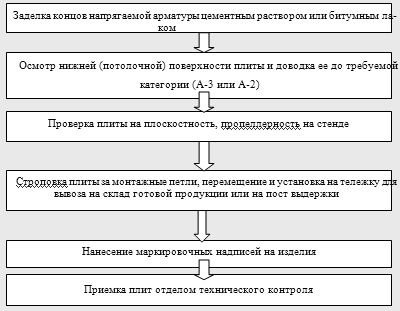
Заделка концов напрягаемой арматуры слоем цементного раствора М100 толщиной не менее 5 мм или битумным лаком. Осмотр нижней (потолочной) поверхности плиты и при обнаружении раковин шпатлевание поверхности до соответствующей категории А3, при наличии заказов и при необходимости доводку осуществить до категории А2.
Произвести строповку плиты за подъемные петли, поднять и переместить на тележку для вывоза на склад готовой продукции или на пост выдержки.
Нанести на боковую поверхность плиты маркировочные знаки в соответствии с требованиями ГОСТ 13015.2-81. Содержание маркировочных надписей должно соответствовать рабочим чертежам.
Приемка плит перекрытий отделом технического контроля.
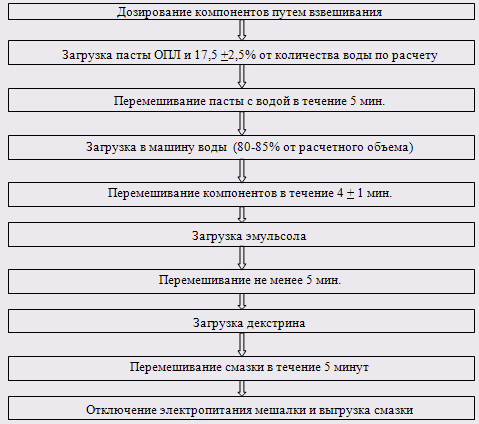
Структурная схема технологического процесса приготовления смазки форм ОПЛ – СМ
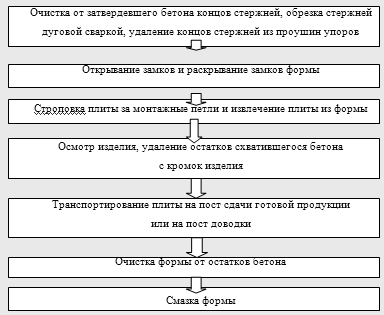
Структурная схема технологического процесса распалубки, очистки и смазки форм для изготовления предварительно напряженных плит.
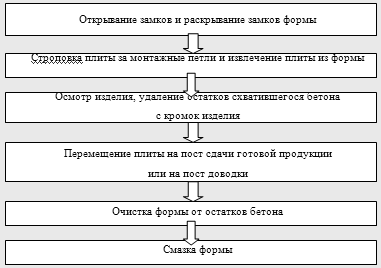
Структурная схема технологического процесса распалубки, очистки и смазки форм для изготовления плит без предварительного напряжения арматуры.
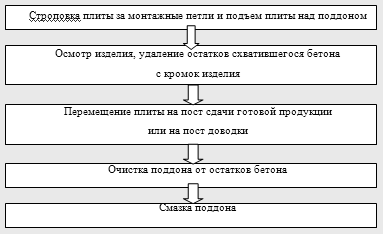
Структурная схема технологического процесса распалубки, очистки и смазки поддонов для изготовления плит без предварительного напряжения арматуры.
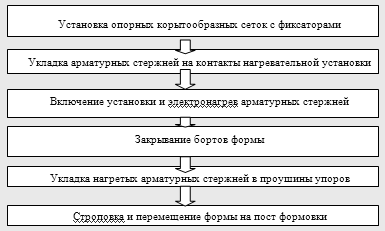
Структурная схема технологического процесса армирования форм для изготовления плит с предварительным натяжением арматуры.
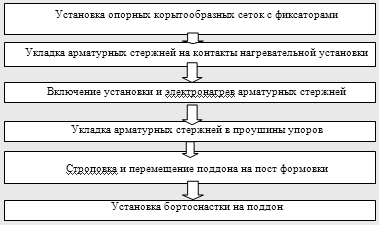
Структурная схема технологического процесса армирования поддонов для изготовления плит с предварительным напряжением арматуры.
Структурная схема технологического процесса армирования поддонов
без предварительного напряжения арматуры.
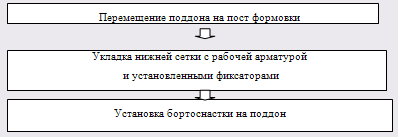
Допускается укладывать сетку с рабочей арматурой и устанавливать фиксаторы на посту формовки.
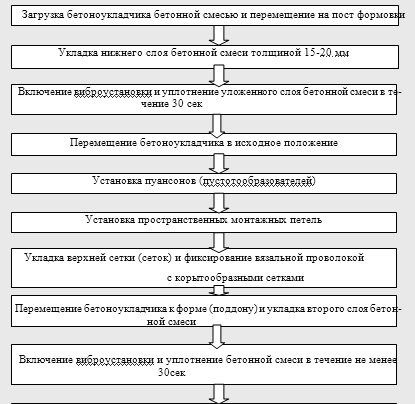
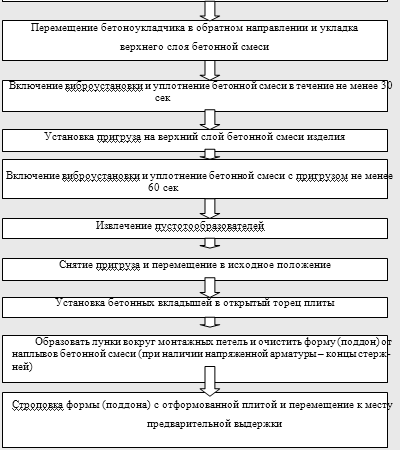
Структурная схема технологического процесса формования плит.
Структурная схема технологического процесса термовлажностной обработки плит перекрытий
Структурная схема технологического процесса доводки плит.
Смотрите также:
Оценка результатов
Предварительную оценку образцов марок В и М проводят во влажном состоянии. Окончательную оценку проводят после высушивания испытанных образцов в сушильном шкафу по 7.3.3. Оценку у ...
Мероприятия по охране окружающей среды
Для защиты окружающей среды, для охраны поверхностных и грунтовых вод рекомендуется: осуществлять организацию строительной площадки, участков работ и рабочих мест в соответствии с ...
Жилище в стиле техно

Этот стиль, возникший в 80-е годы прошлого столетия, как некий ироничный ответ на радужные перспективы индустриализации и господства технического прогресса, провозглашенные в его начале.
Категории
- Главная
- Дизайн-проект в восточном стиле
- Развитие районной планировки
- Электротехника в строительстве
- Русская деревянная архитектура
- Новая архитектура
- Новое о архитектуре
- Популярное о строительстве
- Карта нашего сайта
- Поиск по сайту