Технологический процесс приготовления бетонной смеси

Технологический процесс приготовления бетонной смеси состоит из следующих технологических операций:
- Транспортирование цемента, щебня, песка в расходные бункера бетоносмесительного узла.
-Дозирование компонентов бетонной смеси:
песка;
щебня;
цемента;
воды;
химдобавок.
-Перемешивание составляющих бетонной смеси.
-Выгрузка бетонной смеси.
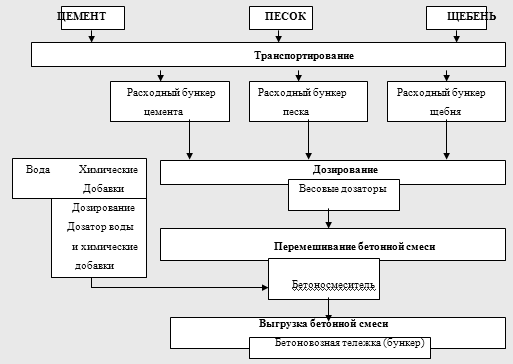
Структурная схема изготовления бетонной смеси
![]()
Дозирование щебня, песка осуществляется с помощью дозаторов. Погрешность дозирования заполнителей должна быть не более 2% по массе.
Дозирование цемента осуществляется с помощью дозатора. Погрешность дозирования цемента должна быть не более 1% по массе.
Дозирование воды осуществляется весовым дозатором. Погрешность дозирования воды и рабочих растворов жидких добавок должна быть не более 1%.
Из дозаторов исходные компоненты бетонной смеси поступают в бетоносмеситель в следующей последовательности: Щебень, песок, цемент, вода с раствором химической добавки.
Загрузка исходными компонентами бетонной смеси осуществляется при работающем бетоносмесителе.
Продолжительность перемешивания должна быть не менее 90 сек.
Контроль точности дозирования осуществляется не реже одного раза в месяц с помощью контрольных гирь или электронных грузов персоналом бетоносмесительного узла. При погрешности дозатора, превышающей допустимую, дозатор подлежит ремонту и метрологическому освидетельствованию.
Технологический процесс изготовления плит перекрытий
Технологический процесс изготовления плит состоит из следующих технологических операций:
-Приготовление смазки форм ОПЛ-СМ.
-Распалубка, очистка и смазка форм (поддонов).
-Армирование форм (поддонов).
-Изготовление бетонных вкладышей.
-Формование плит.
-Термовлажностная обработка плит.
-Доводка и маркировка плит.
-Технологический процесс приготовления смазки форм ОПЛ-СМ
Для приготовления смазки применяются следующие материалы:
паста ОПЛ по ТУ 6-10-50-21-84 (5-10% по массе);
эмульсол кислый синтетический по ТУ 38-101-536-80 (5-10% по массе);
декстрин по ГОСТ 6034 (0,1-0,2% по массе);
вода по СТБ 1114-98 (80-90% по массе).
Смазка ОПЛ-СМ должна соответствовать следующим требованиям:
условная вязкость по вискозиметру В31 при температуре 200С – 7-8;
рН водного раствора – 8-9;
стабильность, дней - не менее 7;
расход смазки, г/м2 – 25-50.
Смазка ОПЛ-СМ приготавливается в мешалке с подогревом и крышкой.
Дозировка компонентов осуществляется путем взвешивания компонентов и ручной их загрузкой в мешалку.
Вначале загружают отдозированное количество пасты ОПЛ и 15-20% от общего количества воды, необходимой для приготовления смазки, Затем производят перемешивание в течение 5 мин, после чего доливают остальную воду и перемешивают смесь еще 3-5 минут и вливают отдозированное количество эмульсола ЭКС, перемешивают 5-10 мин.
Затем в полученный раствор добавляют водный раствор декстрина, перемешивают еще 5 минут и смазка готова.
Технологический процесс распалубки, очистки и смазки форм для изготовления предварительно напряженных плит состоит из следующих операций, выполняемых на постах конвейера подготовки:
Очистка от затвердевшего бетона концов стержней, передача предварительного напряжения на бетон путем обрезки стержней дуговой сваркой, удаление концов стержней из проушин упоров формы (поддона).
Обрезка стержней должна осуществляться после достижения бетоном требуемой передаточной прочности.
Обрезку стержней необходимо производить симметрично относительно вертикальной оси поперечного сечения плиты.
Открывание замков и раскрывание бортов формы.
Строповка плиты за монтажные петли и извлечение плиты из формы.
Осмотр изделия, удаление остатков схватившегося бетона с кромок изделия.
Транспортирование плиты на пост сдачи готовой продукции или на пост доводки.
Удаление остатков затвердевшего бетона с формы.
Смазка формы вручную щеткой.
Технологический процесс распалубки, очистки и смазки поддонов для изготовления предварительно напряженных плит включает в себя все технологические операции, изложенные выше.
Технологический процесс армирования форм для изготовления предварительно напряженных плит состоит из следующих технологических операций:
Установка опорных корытообразных сеток с предварительно закрепленными фиксаторами защитного слоя.
Расстояние между фиксаторами толщины защитного слоя должно быть не более 0,5 м.
Укладка стержней с предварительно высаженными головками на контакты нагревательной установки.
Расстояние от торцов нагреваемых стержней до контактов нагревательной установки должно быть не более 30 см.
Включение установки и электронагрев стержней до температуры 4000С.
Смотрите также:
Макетирование составной линейчатой поверхности на основе геликоида
Макет (фр. maquette — масштабная модель) — модель объекта в уменьшенном масштабе или в натуральную величину, лишённая функциональности представляемого объекта. Обычно макет изгота ...
Комплект материалов необходимых для монтажа подвесного потолка
"Armstrong"
Расход материалов на 1 кв.м. потолка дан без учета возможных потерь при раскрое Поз. Наименование материаловвходящих в комплект Ед.изм. Расход Плита "Armstrong" кв.м. 1, ...
Жилище в стиле техно

Этот стиль, возникший в 80-е годы прошлого столетия, как некий ироничный ответ на радужные перспективы индустриализации и господства технического прогресса, провозглашенные в его начале.
Категории
- Главная
- Дизайн-проект в восточном стиле
- Развитие районной планировки
- Электротехника в строительстве
- Русская деревянная архитектура
- Новая архитектура
- Новое о архитектуре
- Популярное о строительстве
- Карта нашего сайта
- Поиск по сайту