Технологический процесс изготовления арматурных сеток

Технологический процесс изготовления арматурных сеток для предварительно напряженных плит состоит из следующих технологических операций:
заготовка стержней рабочей арматуры класса А-III и арматурной проволоки;
заготовка стержней распределительной арматуры при отсутствии правильных устройств к машине многоэлектродной точечной сварки;
транспортирование арматурных стержней к машине многоэлектродной точечной сварки;
установка стержней в механизм подачи;
включение привода машины многоэлектродной точечной сварки и осуществление сварки крестообразных соединений стержней в изготавливаемых сетках.
В арматурной сетке с рабочей арматурой периодического профиля допускается наличие не более двух не сваренных пересечений стержней на площади 1м2 сетки из числа пересечений, подлежащих сварке.
Стержни в местах сварки при испытании на растяжение (ослабленные в местах пересечений) должны иметь разрывное усилие не ниже:
3 5 гН (355 кгс) – при номинальном диаметре проволоки 3 мм;
62 гН (630 кгс) – при номинальном диаметре проволоки 4 мм;
97 гН (985 кгс) – при номинальном диаметре проволоки 5 мм.
Для стержневой рабочей арматуры не допускается разупрочнение при сварке крестообразных соединений. При испытании на растяжение стержни должны иметь предел прочности равный или превышающий временное сопротивление разрыву σв арматурной стали соответствующего класса.
Режим сварки должен соответствовать требованиям СН 393-78.
Крестообразные соединения стержней не должны разрушаться от ударных воздействий при свободном сбрасывании сеток с высоты 1 м на бетонное основание или на металлические подкладки.
Значения относительной осадки в крестообразных соединениях стержней (в долях меньшего диаметра свариваемых стержней) должны быть при арматурной стали классов:
А – I - от 0,16 до 0,5
А – III - от 0,2 до 0,8
Вр и В- I (В- I0) – от 0,2 до 0,5
Продольные и поперечные стержни в сетках должны быть прямолинейными. Значения действительных отклонений от прямолинейности стержней не должны превышать 6 мм на длине стержня 1м.
Структурная схема технологического процесса изготовления арматурных сеток.
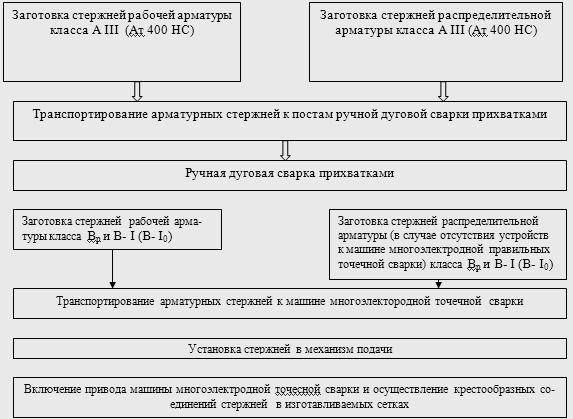
При изготовлении арматурных сеток с использованием в качестве рабочей арматуры арматурной проволоки класса Вр-I, В- I(В- I0) из технологического процесса исключается операция по заготовке арматурных стержней из стали класса А- III.
Допускается сварку сеток осуществлять на машине одноэлектродной точечной сварки.
Смотрите также:
Основные и добавочные потери теплоты через ограждающие конструкции
Стена по оси «1» Qтп=А·К·(tв-tн5)·n·(1+Σβ) Где А – площадь ограждения, м2; К – коэффициент теплопроводности, Вт/(м2·0С); tв – температура воздуха в помещении, 0С; tн5 – ...
Размещение завода. Ситуационный план
При проектировании новых нефтеперерабатывающих и нефтехимических заводов их следует, как правило, размещать в составе группы предприятий с общими объектами (промышленного узла), н ...
Жилище в стиле техно

Этот стиль, возникший в 80-е годы прошлого столетия, как некий ироничный ответ на радужные перспективы индустриализации и господства технического прогресса, провозглашенные в его начале.
Категории
- Главная
- Дизайн-проект в восточном стиле
- Развитие районной планировки
- Электротехника в строительстве
- Русская деревянная архитектура
- Новая архитектура
- Новое о архитектуре
- Популярное о строительстве
- Карта нашего сайта
- Поиск по сайту